
Miniaturization is a top priority for all kinds of designs—from tech gizmos to medical equipment. Electronics are often the focus of miniaturization efforts, but mechanical parts also need to shrink.
This is no small challenge (pun intended). As space is squeezed, parts need to retain strength even though their dimensions shrink. Complex geometries become harder to fabricate even as tolerances get tighter. All this while costs and time-to-market need to be kept to a minimum.
Many engineers might think of machining or investment casting or even powder metallurgy as a way to produce such parts. But there’s a long existing process that for some unknown reason many university engineering departments overlook: metal injection molding, otherwise known as MIM.
That is a shame, because it is well suited for manufacturing of complex smaller pieces in a process that is familiar to anyone who has designed for plastic injection molding.
MIM can deliver superior end products with resulting excellent surface finish, superior corrosion resistance, and high strength. All this happens with a single-mold process that supports complex contours and geometries, holes, small radii, logos and text. MIM also delivers impressive financial savings, running investment casting.
The approach is similar to how some craftspeople make jewelry out of metal clay, which is a combination of semi-precious metal power and a polymer clay. Mixed together, the artisan can then shape the result, perhaps with a mold, into whatever they wish.
MIM is more complex in its execution, but is essentially the same. It uses a combination of metal powder and a polymer binder in a roughly 60:40 ratio. Under heat, the powder and binder are turned into a uniform mix and then allowed to cool. The result is granulated, becoming the feedstock for molding.
Potential metals include stainless steels (17-4, 316, 420); low carbon steels (FN02, FN0205, FN08, 4620, 4140, 8620); soft magnetics (FeSi3, FN50); and tool steels, controlled expansion alloys, or high temperature alloys.
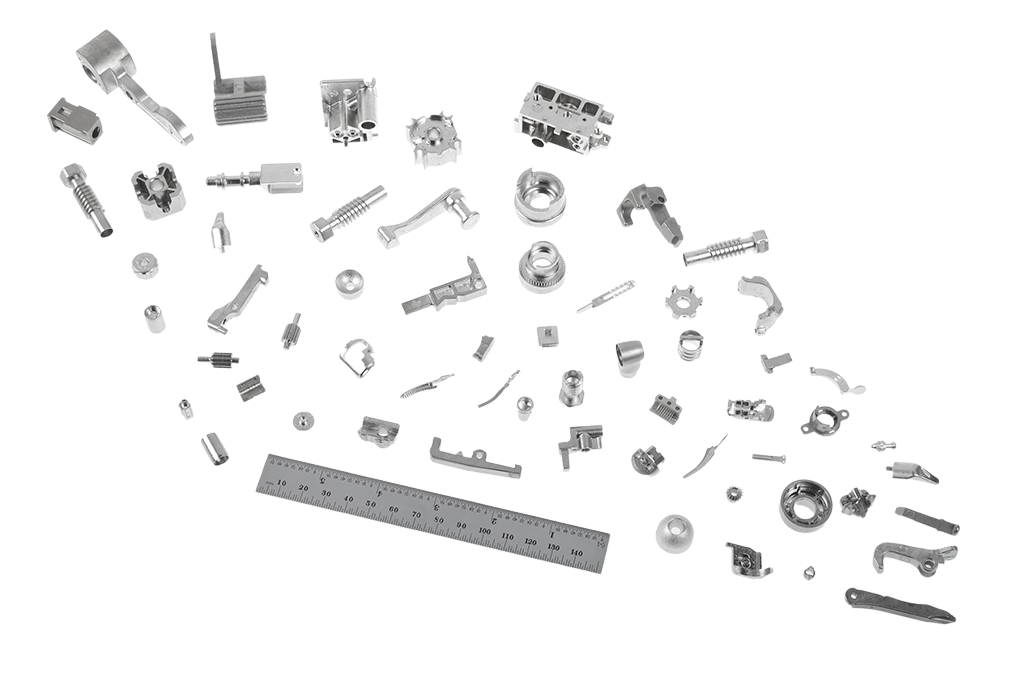
This is a process best suited for small end products or parts; the rule of thumb is that they should be smaller than a tennis ball or racquet ball. Walls should be uniform and between 0.030 inches to 0.250 inches in thickness. Normal manufacturing tolerances are 0.5%, but if tighter tolerances are critical, it is possible to make some aspect of a part slightly oversized and then machine it down.
Here are some of the competitive advantages that MIM can provide:
- Over machining — Less weight, harder steels possible, part consolidation as more complex single parts are possible, lower cost, and fewer steps.
- Over investment casting — Thinner wall sections, better surface finish, less secondary machining, smaller holes possible, and higher volumes on shorter lead times.
- Over powder metallurgy — Greater part complexity, thinner wall sections, part consolidation, higher density, higher strength, and better corrosion resistance.
The pre-production design steps are similar to what you might expect with plastic injection molding, with initial design, check for manufacturability, mold design, initial sampling, and so on.
The MIM process itself, after creating the feedstock, is straightforward with molding, two stages of debinding, and then sintering.
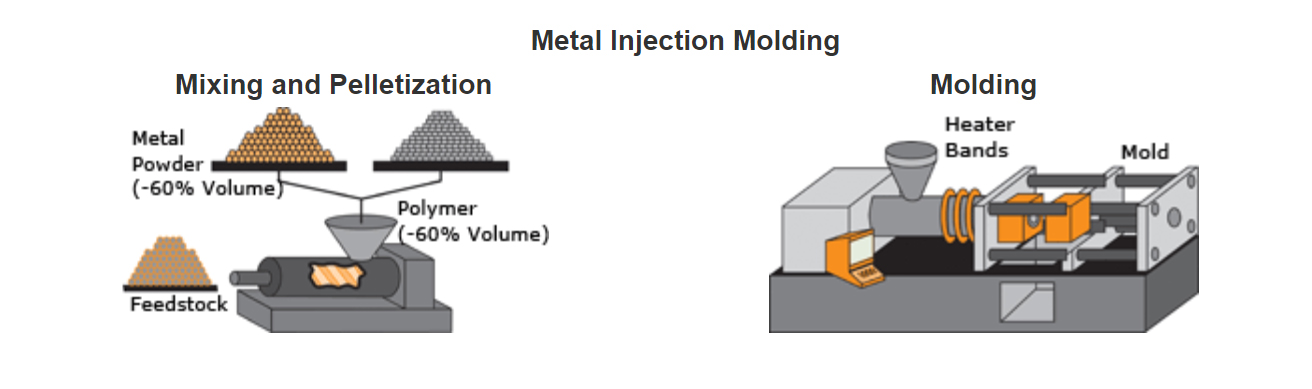
- Molding — Feedstock is heated and then fed into the molding machine, with the appropriately designed mold in place. There’s virtually no waste in molding. Excess material is reground and turned back into feedstock. The result is extremely high efficiency. Adding to the efficiency is a high degree of automation that is consistent and cost-effective. The part is removed from the mold and sent on to the next stage.
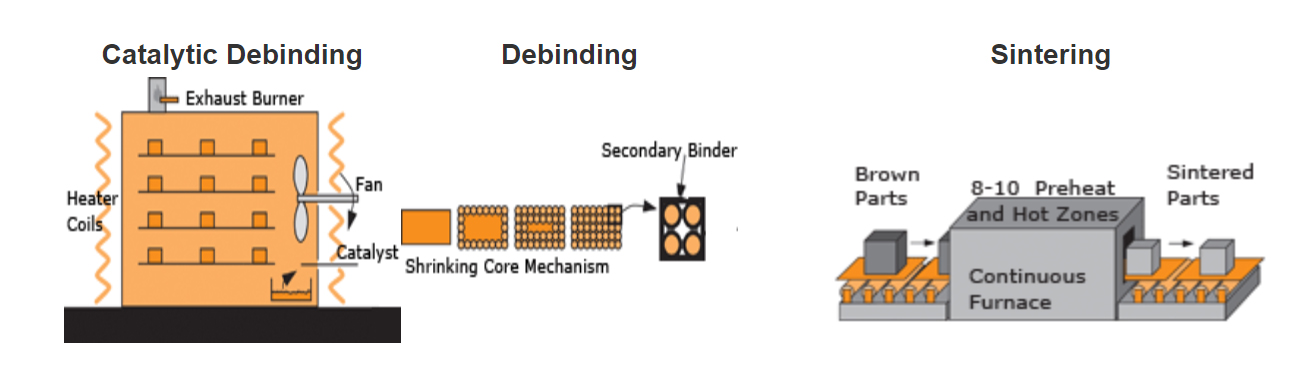
- Debinding — In this step, most of the polymer binder is removed. First, a polymer catalyst is introduced, then heat eliminates 90% of the binder, leaving just enough for a matrix to hold the metal part of the material together.
- Sintering — Finally, the parts go through a multi-stage heat treatment. At the lower temperatures, the last 10% of polymer binder is removed. As the temperatures rise, the metal particles fuse to one another, creating a solid metallic structure while reducing porosity. Once the parts are sintered, any of several additional procedures and processes—heat treatment, machine, or all types of coatings, to mention a few—are available for use.
Your Trusted MIM Partner
Whether you’ve used MIM before or not, Phillips-Medisize, a Molex company, is an excellent manufacturing partner. We have decades of experience in metal injection molding and can create high-quality MIM parts quickly—sometimes in as little as a few weeks.
We have the largest debind and sintering capacity in North America. Automation reduces labor and improves part consistency. We build molds in house and provide maintenance through the life cycle of the mold. Local supply chain partners perform secondary operations.
Our systems are compliant with ISO 9001, ISO 14001, ITAF, and ITAR. We can provide tolerances as tight as plus or minus 0.002 inches without secondary operations and have full engineering services available to help throughout the entire process: design, project engineering, materials choice, manufacturing, quality control, and metallurgical testing for materials requirement compliance.
To learn more about the benefits and use cases for MIM, check out the white paper Fine-Detail Manufacturing for Less with Metal Injection Molding. Or discover the full range of high-precisions metal manufacturing capabilities from Phillips-Medisize—and see how we are Bringing Possibilities to Life every day.